
『溶接工程中の溶接ビード外観』
| アルミ溶接は熱集中性が悪く、融点が低 い為に母材に対する入熱管理が必要とな ってきます。また環境の影響でブローホ ールを生じやすくデリケートな溶接が要 求されます。 溶接士は上記の問題点を頭に入れなが ら、環境(雰囲気)を整え、指先に神経 を尖らせて溶接しています。 |
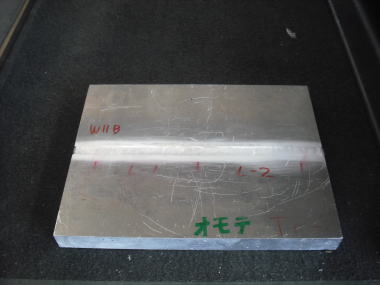
『溶接完了』
| アルミニウム突合せ溶接部の非破壊試験 ○PT(溶剤除去性染色浸透探傷試験) 試験要領JIS Z2343-1:2001 判定結果:合格 (割れ、指示模様確認されず) ○RT(放射線透過試験) 試験要領書 JIS Z3105:2003 附属書 1 判定基準 JIS Z3105:2003 附属書 4 判定結果:合格(等級分類 1 類) |
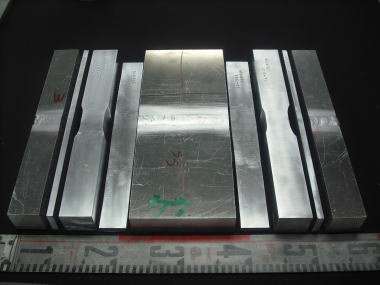
『試験材から試験片採取』
| 試験片採取 ○引張り試験【JIS Z3121:1993】 引張り試験片 2個採取 ○曲げ試験【JIS Z3122:1990】 裏曲げ試験片 2個採取 側曲げ試験片 2個採取 |
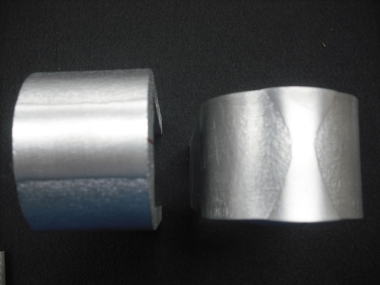
『曲げ試験片』
| ローラ曲げ試験 ○裏曲げ試験 判定結果:外観良、割れなし ○側曲げ試験 判定結果:外観良、割れなし |
『引張試験片』
| 引張試験 A5052P JIS 規格値 175 N/mm2 ○No.1テストピース 引張強さ206 N/mm2 ○No.2テストピース 引張強さ211 N/mm2 2 本共に母材部から破断し、JIS 規格値 を満足した。 |

No.2 TP
No.1 TP

裏曲げ試験片拡大

側曲げ試験片拡大

側曲げ試験片
裏曲げ試験片
試験材採取
アルミに関する問い合わせは、是非当社まで御連絡下さい。
極薄板から極厚板まで、多種多様の溶接製品製作に対応いたします。